
Бүтээгдэхүүн

MV VCB, VS1 ZN28 ZN63-ийн вакуум таслагч
Бүтээгдэхүүний товч тайлбар:
Системд гэмтэл гарсан тохиолдолд таслагчийн контактууд салж, улмаар тэдгээрийн хооронд нум үүсдэг.Гүйдэл дамжуулах контактуудыг салгах үед тэдгээрийн холболтын хэсгүүдийн температур маш өндөр байдаг тул ионжилт үүсдэг.Ионжуулалтын улмаас контактын орон зай нь контакт материалаас ялгардаг эерэг ионы уураар дүүрдэг.
Уурын нягт нь нуман дахь гүйдэлээс хамаарна.Гүйдлийн долгионы горим буурч байгаатай холбоотойгоор тэдгээрийн уурын ялгарах хурд буурч, одоогийн тэг болсны дараа контактуудын эргэн тойронд уурын нягтрал багасвал орчин нь диэлектрик хүчээ сэргээдэг.Тиймээс металлын уур нь холбоо барих бүсээс хурдан арилдаг тул нум дахин цохихгүй.
Анхаарна уу
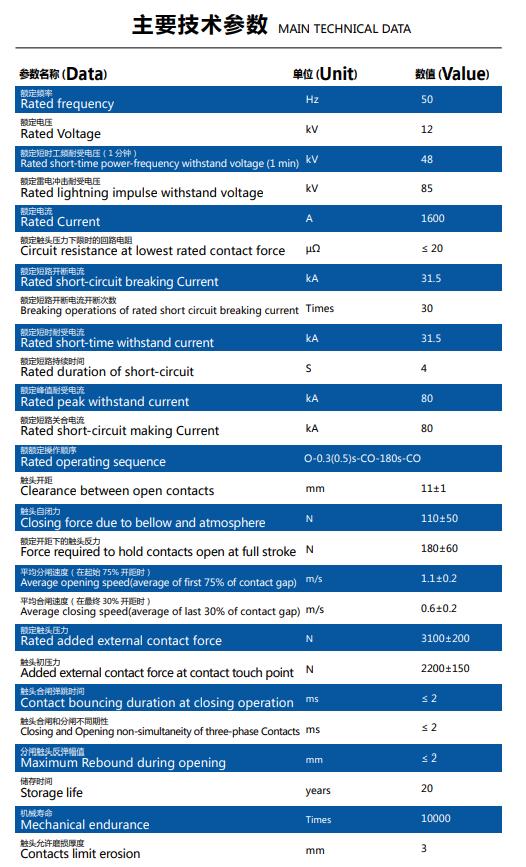
Вакуум таслуурын хаах, нээх хурдыг хатуу хянах.
Тодорхой бүтэцтэй вакуум таслуурын хувьд үйлдвэрлэгч хамгийн сайн хаалтын хурдыг зааж өгсөн.Вакуум таслуурын хаалтын хурд хэт бага үед эвдрэлийн өмнөх хугацааг сунгаснаар контактын элэгдэл нэмэгдэх болно;Вакуум таслуурыг салгах үед нум үүсгэх хугацаа богино, түүний хамгийн их нум үүсгэх хугацаа нь 1.5 чадлын давтамжийн хагас долгионоос хэтрэхгүй байна.Гүйдэл анх удаа тэгтэй тэнцэх үед нуман унтраах камер хангалттай тусгаарлагчтай байх шаардлагатай.Ерөнхийдөө цахилгааны давтамжийн хагас долгион дахь контактын цус харвалт нь хэлхээг таслах үед бүрэн цус харвалтын 50% - 80% хүрэх болно.Тиймээс таслагчийн нээлтийн хурдыг хатуу хянах хэрэгтэй.Вакуум таслуурын нуман унтраах камер нь гагнуурын процессыг ерөнхийд нь ашигладаг тул механик хүч нь өндөр биш, чичиргээний эсэргүүцэл муу байдаг.Хэлхээ таслагчийн хэт өндөр хаалтын хурд нь илүү их чичиргээ үүсгэхээс гадна хөөрөгт илүү их нөлөө үзүүлж, хөөрөгний ашиглалтын хугацааг бууруулдаг.Тиймээс вакуум таслуурын хаалтын хурдыг ихэвчлэн 0.6 ~ 2м / с гэж тохируулдаг.





